정밀 홀과 내측 형상을 하나의 공정 체계로 보는 이유
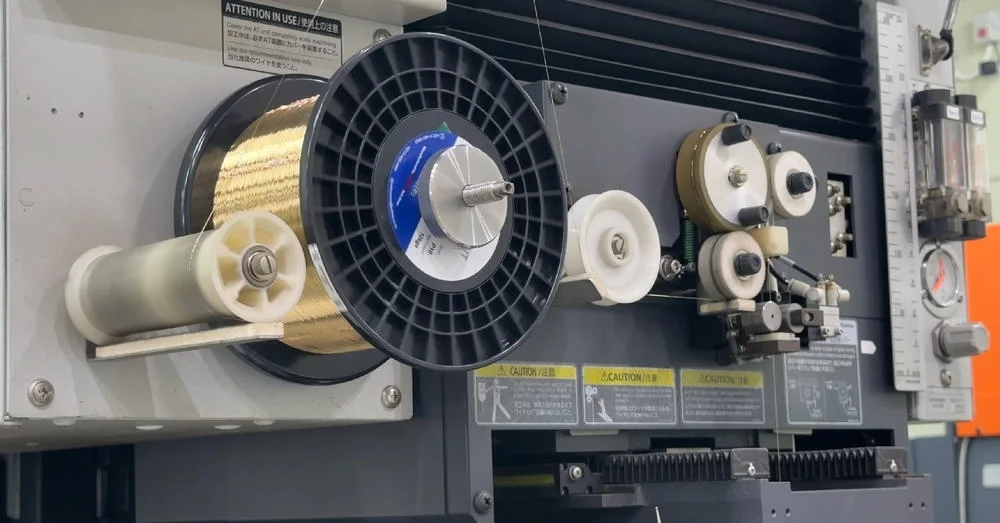
와이어컷팅과 슈퍼드릴 방전가공은 금속을 칼날로 깎는 공정이 아니라, 전극과 소재 사이에서 발생하는 미세 방전 에너지로 재료를 제거하는 비접촉 가공입니다. 이 방식은 공구 절삭력이 거의 작용하지 않기 때문에 고경도 공구강, 스테인리스, 초경, 열처리강, 인코넬계 합금처럼 일반 절삭에서 변형과 공구 마모가 크게 발생하는 소재에도 복잡한 내측 형상과 정밀 홀을 만들 수 있습니다.
다만 방전가공의 정밀도는 단순히 장비의 위치 제어만으로 결정되지 않습니다. 슈퍼드릴로 만든 스타트 홀의 입구와 출구 위치, 와이어가 지나가며 형성하는 커프 폭, 방전 갭에서 일어나는 열적 제거, 가공액이 칩과 기포를 배출하는 능력, 코너에서 나타나는 와이어 지연, 스킴컷으로 다듬는 표면층까지 연결되어 최종 품질을 만듭니다.
따라서 정밀 홀·형상 가공에서는 “구멍을 뚫고 형상을 자른다”는 순서보다 기준 좌표를 만들고, 방전 갭을 예측하며, 열영향을 관리하고, 검사 기준으로 되돌려 확인하는 흐름이 중요합니다. 특히 폐쇄 포켓, 키홈, 금형 인서트, 조립 기준판, 미세 관통 홀은 스타트 홀과 와이어컷팅 경로가 같은 공차 체계 안에 놓여야 합니다.

슈퍼드릴 스타트 홀이 와이어 경로를 결정하는 방식
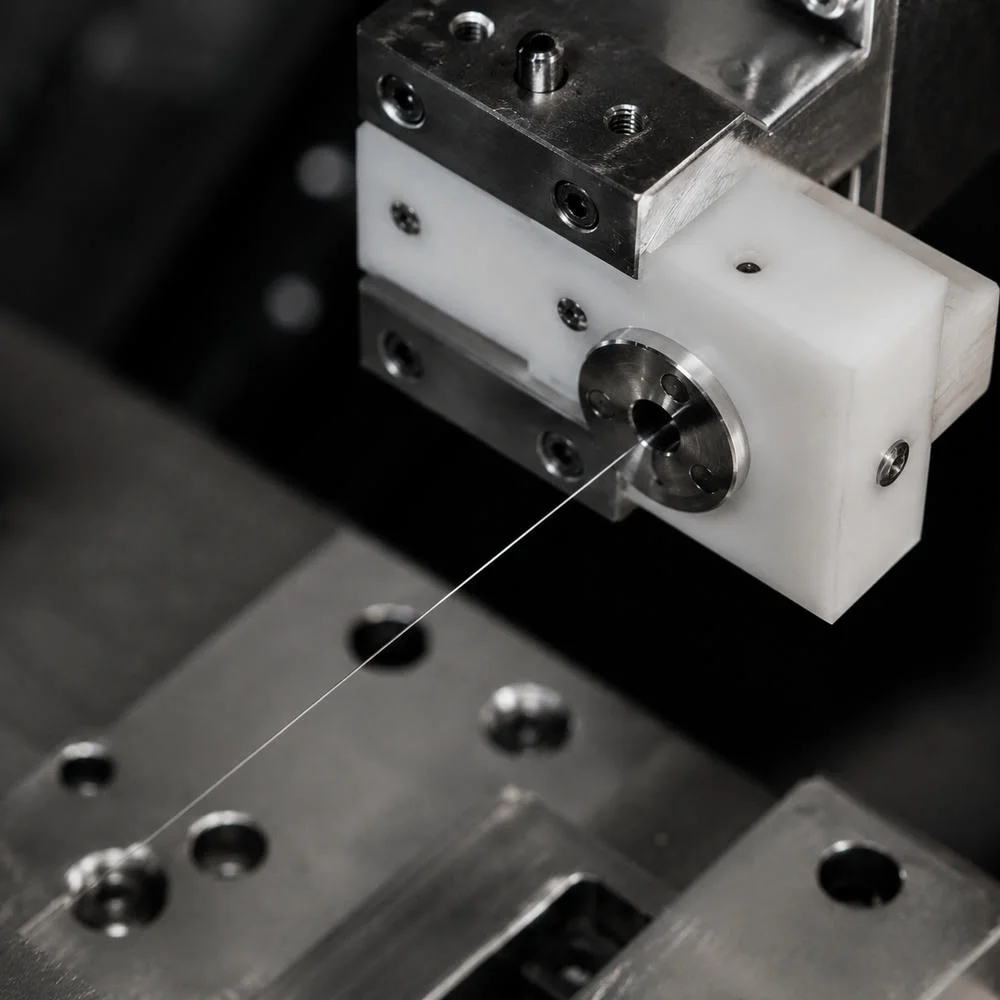
슈퍼드릴은 보통 와이어컷팅이 시작될 관통 홀을 만드는 공정으로 이해되지만, 정밀 부품에서는 그 의미가 더 큽니다. 스타트 홀은 와이어가 들어가는 물리적 통로이면서 동시에 폐쇄 형상의 첫 기준점입니다. 홀 중심이 설계 기준에서 벗어나거나 두께 방향으로 휘어지면 와이어가 자동 결선된 이후에도 초기 진입 위치와 실제 절단 경로가 미세하게 어긋날 수 있습니다.
홀 품질은 입구 직경, 출구 직경, 테이퍼, 직진도, 관통 시 가장자리 손상, 전극 마모 보정으로 평가해야 합니다. 깊은 홀이나 미세 홀에서는 가공액이 방전 부산물을 충분히 배출하지 못해 입구와 출구 형상이 달라질 수 있고, 전극 끝단이 마모되면 실제 홀 직경과 깊이 방향 형상이 변합니다. 이런 차이는 이후 와이어컷팅에서 단순 위치 오차가 아니라 코너 진입, 내측 윤곽, 조립 기준면의 누적 오차로 이어질 수 있습니다.
정밀한 공정 설계에서는 스타트 홀을 기능면 가까이에 무작정 배치하지 않습니다. 와이어 결선성, 노즐 접근성, 잔여 탭 제거, 후속 윤곽 절단 방향, 열집중 부위를 함께 고려해 비기능 영역이나 여유 영역에 배치하는 것이 안정적입니다. 홀 자체가 기능 홀로 남는 경우에는 슈퍼드릴 후 별도 마감, 리머, 래핑, 후처리 여부까지 공차 요구에 맞춰 검토해야 합니다.
방전 갭과 커프 폭이 공차를 바꾸는 구조
와이어컷팅에서 실제 절단 폭은 와이어 직경 하나로 설명되지 않습니다. 와이어 주변에는 방전이 발생하기 위한 미세 간격이 필요하고, 이 간격에서 소재가 녹고 기화되며 일부는 가공액 흐름에 의해 제거됩니다. 결과적으로 최종 커프 폭은 와이어 직경, 방전 갭, 에너지 조건, 소재 특성, 플러싱 안정성, 스킴컷 조건이 결합된 값입니다.
도면 치수에 맞는 부품을 만들려면 CAM 경로의 오프셋을 이 실제 커프 폭에 맞게 보정해야 합니다. 러프컷은 재료 제거량과 가공 안정성을 우선하고, 스킴컷은 낮은 방전 에너지와 작은 제거량으로 치수와 표면을 다듬습니다. 하나의 오프셋 값으로 모든 형상을 처리하면 직선부는 맞아도 코너부, 작은 홀, 얇은 리브, 좁은 슬롯에서 오차가 남을 수 있습니다.
특히 두께가 있는 소재에서는 상부와 하부 가이드 사이에서 와이어가 완전한 직선으로만 움직이지 않습니다. 방전력, 가공액 흐름, 와이어 장력, 절단 속도에 따라 중앙부가 미세하게 지연되거나 휘어질 수 있습니다. 이런 현상은 큰 직선 윤곽보다 코너, 작은 R, 곡선 프로파일에서 더 민감하게 드러납니다.
스타트 홀에서 완성 형상까지 이어지는 방전가공 기준
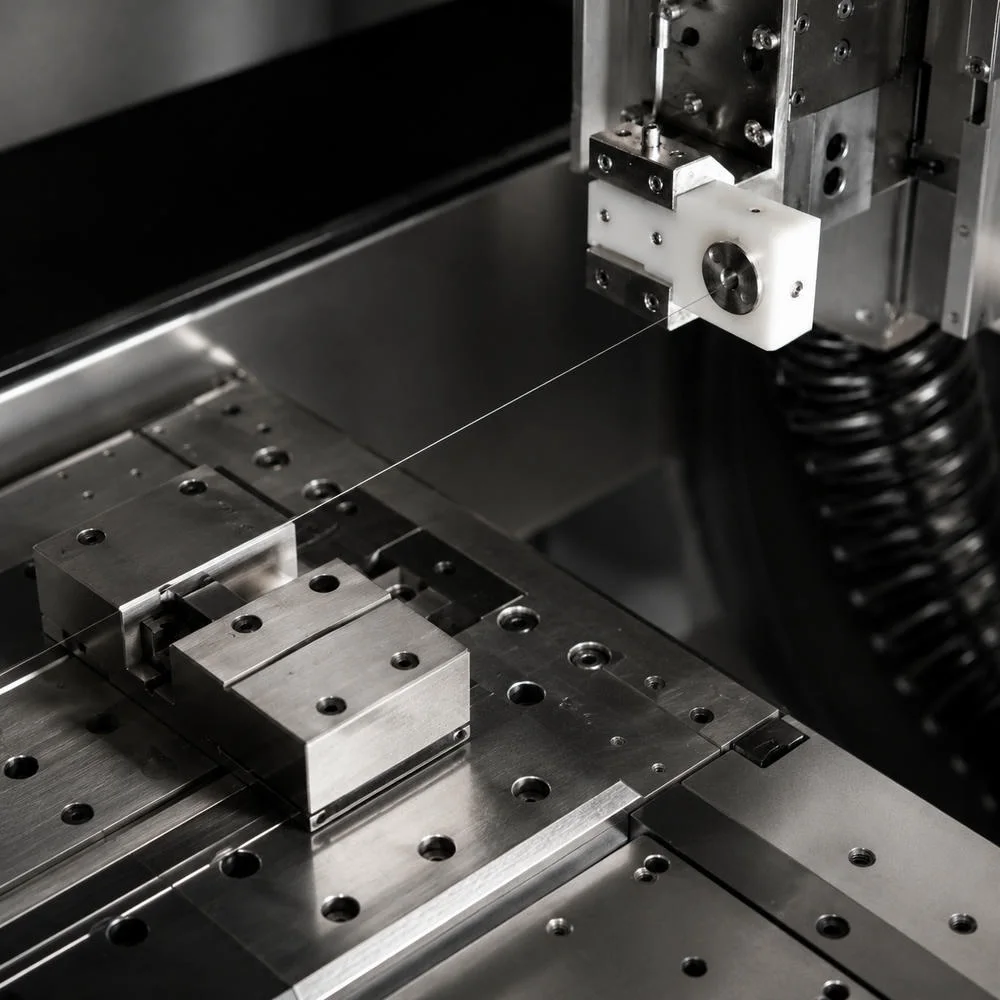
슈퍼드릴은 와이어가 통과할 기준 홀을 만들고, 와이어컷팅은 그 기준을 따라 내측 형상과 관통 윤곽을 완성합니다. 두 공정은 별개의 장비처럼 보이지만, 실제 품질은 스타트 홀 위치도, 방전 갭, 와이어 장력, 코너 감속, 플러싱 조건, 표면층 관리가 하나의 좌표계 안에서 맞을 때 안정됩니다.
내측 코너 R과 형상 정밀도의 관리 기준
와이어컷팅은 매우 정밀한 내측 윤곽을 만들 수 있지만, 설계상 완전한 직각 내측 코너를 물리적으로 구현하는 공정은 아닙니다. 와이어는 일정한 직경을 가지고 있고, 방전 갭이 필요하며, 코너에서 경로가 급격히 바뀌면 와이어 지연과 방전 안정성 변화가 발생합니다. 따라서 내측 코너는 요구 기능과 실제 가공 가능한 최소 R을 함께 보고 설계해야 합니다.
내측 코너가 끼워맞춤, 슬라이딩, 금형 파팅, 전극 삽입, 체결 간섭과 연결되는 경우에는 코너 R 하나가 조립 품질을 좌우할 수 있습니다. 작은 R이 필요하면 와이어 직경을 줄이고 스킴컷을 늘릴 수 있지만, 이 선택은 가공 시간 증가, 와이어 단선 위험, 표면층 변화, 비용 상승과 함께 검토해야 합니다. 반대로 기능상 불필요하게 작은 R을 요구하면 검사 통과는 가능해도 양산 안정성은 낮아질 수 있습니다.
정밀 형상에서 중요한 것은 코너 R 자체보다 기능 기준면과의 관계입니다. 기준 홀과 내측 윤곽이 같은 좌표계로 연결되어 있는지, 코너 오차가 체결 방향에 누적되는지, 절단 후 잔류 응력이나 열영향이 얇은 리브에 영향을 주는지를 함께 판단해야 합니다.
와이어컷팅·슈퍼드릴 품질 변수 매트릭스
정밀 홀과 내측 형상은 한 가지 수치만으로 판정하기 어렵습니다. 아래 기준은 도면 검토, 공정 조건 설정, 검사 계획을 연결할 때 핵심적으로 확인해야 하는 항목입니다.
| 관리 항목 | 품질 영향 | 취약 조건 | 검사 기준 | 보정 방향 |
|---|---|---|---|---|
| 스타트 홀 | 폐쇄 형상의 진입점과 이후 와이어 경로의 기준을 형성합니다. | 깊은 홀, 작은 직경, 높은 경도, 낮은 플러싱 안정성에서 입출구 편차가 커질 수 있습니다. | 입구·출구 직경, 위치도, 직진도, 관통 상태, 가장자리 손상 여부를 확인합니다. | 전극 직경, 회전, 이송, 플러싱 압력, 홀 위치 여유를 함께 조정합니다. |
| 방전 갭과 오프셋 | 최종 치수, 내측 코너 R, 홀 간 거리, 조립 틈새에 직접 영향을 줍니다. | 소재 전도도 변화, 에너지 조건 변경, 와이어 소모, 두께 변화에서 오프셋이 흔들릴 수 있습니다. | 게이지 측정, CMM 윤곽 측정, 시험 절단편의 커프 폭 확인을 병행합니다. | 러프컷과 스킴컷의 오프셋을 분리하고 기준 치수별 보정값을 관리합니다. |
| 코너 정밀도 | 내측 포켓, 키홈, 금형 인서트, 정밀 브라켓의 체결 간섭을 좌우합니다. | 작은 R, 급격한 방향 전환, 높은 절단 속도, 두꺼운 소재에서 코너 오차가 커질 수 있습니다. | 코너 R, 프로파일 편차, 기준점 거리, 형상 위치도를 함께 봅니다. | 코너 감속, 다중 스킴컷, 와이어 장력, 경로 보간 조건을 조정합니다. |
| 테이퍼와 직각도 | 두께 방향 조립면, 관통 홀, 슬라이딩 맞춤에서 체결 안정성을 바꿉니다. | 두꺼운 소재, 불균일 플러싱, 와이어 수직 보정 불량, 열 변형에서 두드러집니다. | 상면·하면 치수, 단면 프로파일, 직각도, 평행도 기준을 같이 적용합니다. | 상하 가이드 정렬, 와이어 수직도, 플러싱 균형, 스킴컷 조건을 보정합니다. |
| 재용융층 | 피로 강도, 접촉면 안정성, 후처리 품질, 균열 민감도에 영향을 줍니다. | 긴 펄스, 높은 전류, 불충분한 냉각, 칩 배출 불량에서 두꺼워질 수 있습니다. | 단면 관찰, 표면조도, 미세경도, 균열 여부, 후처리 전후 차이를 확인합니다. | 낮은 에너지 스킴컷, 플러싱 개선, 연마·블라스팅·폴리싱을 필요 조건에 맞게 적용합니다. |
| 플러싱 안정성 | 와이어 단선, 아크성 방전, 표면 거칠기, 가공 시간의 변동성을 결정합니다. | 깊은 슬롯, 좁은 내측 형상, 미세 홀, 잔류 칩이 많은 소재에서 불안정해질 수 있습니다. | 가공 전류 파형, 절단면 색상, 단선 이력, 표면 결함, 가공 시간 변동을 봅니다. | 노즐 간격, 가공액 압력, 홀 배치, 경로 순서, 절단 조건을 재구성합니다. |
재용융층과 열영향층을 줄이는 가공 조건
방전가공 표면에는 순간적으로 녹은 재료가 완전히 배출되지 못하고 다시 굳으면서 재용융층이 남을 수 있습니다. 이 층은 소재와 조건에 따라 두께, 경도, 미세 균열, 산화물 혼입, 전극 재료 부착 형태가 달라집니다. 일반 장식면에서는 표면 조도 중심으로 판단할 수 있지만, 피로 하중을 받는 부품, 접촉면, 밀봉면, 금형 모서리, 고응력 인서트에서는 표면층 자체가 기능 품질입니다.
재용융층을 줄이기 위해서는 높은 제거율만 추구하기보다 러프컷과 마감컷의 역할을 분리해야 합니다. 러프컷은 안정적인 재료 제거를 담당하고, 스킴컷은 낮은 에너지 조건에서 치수 보정과 표면 건전성 개선을 담당합니다. 펄스 온타임, 전류, 전압, 오프타임, 와이어 장력, 가공액 상태가 모두 표면층에 영향을 주므로, 중요한 기능면은 단면 검사나 표면조도 기준까지 도면 요구와 연결하는 것이 필요합니다.
후처리도 기능에 따라 달라집니다. 미세 균열 민감도가 높은 부품은 폴리싱, 블라스팅, 래핑, 화학적 에칭, 연삭 후 마감 등을 검토할 수 있습니다. 다만 후처리가 치수와 모서리 상태를 바꿀 수 있으므로, 방전가공 후처리는 “표면을 깨끗하게 한다”는 목적보다 기능면의 허용층을 제거하면서 치수와 코너를 유지하는 절차로 보아야 합니다.
두께 방향 테이퍼와 플러싱 조건
정밀 홀과 와이어컷팅 윤곽은 상면에서 보이는 형상만으로 충분하지 않습니다. 관통 부품에서는 상면과 하면의 치수 차이, 두께 중앙부의 프로파일, 홀 벽의 직각도, 가공액이 빠져나가는 방향이 함께 중요합니다. 두꺼운 소재, 좁은 슬롯, 깊은 스타트 홀에서는 칩과 가스가 방전 갭에 남기 쉽고, 이것이 불안정 방전과 표면 거칠기 증가로 이어질 수 있습니다.
플러싱은 단순히 물을 많이 보내는 문제가 아닙니다. 노즐과 소재의 거리, 상하 분사 균형, 가공액 청정도, 필터 상태, 절단 경로에서 칩이 빠져나가는 방향, 홀 배치가 모두 영향을 줍니다. 과도한 흐름은 미세 와이어의 안정성을 흔들 수 있고, 부족한 흐름은 아크성 방전과 단선 위험을 높일 수 있습니다.
테이퍼는 상부와 하부 치수의 차이로만 보지 말고 조립 기능과 연결해야 합니다. 핀, 축, 슬리브, 금형 인서트, 기준판처럼 두께 방향 맞춤이 필요한 부품에서는 상면 치수가 맞아도 하면에서 간섭이 생길 수 있습니다. 따라서 CMM, 공구현미경, 핀 게이지, 단면 측정, 표면조도 측정을 조합해 기능 기준을 확인하는 것이 좋습니다.

검사 데이터와 보정값을 연결하는 방법
방전가공 품질을 안정적으로 관리하려면 검사 결과를 단순 합격·불합격으로 끝내지 않고 다음 가공 조건으로 되돌려야 합니다. 스타트 홀 위치도는 슈퍼드릴 좌표와 전극 마모 보정으로, 커프 폭은 와이어 오프셋으로, 코너 오차는 코너 감속과 스킴컷 전략으로, 재용융층은 에너지 조건과 후처리 조건으로 연결됩니다. 이 피드백 구조가 없으면 같은 설계라도 소재 두께와 형상 배치가 바뀔 때 다시 시행착오가 반복됩니다.
검사 항목은 부품 기능에 따라 우선순위가 달라집니다. 조립 기준판은 위치도와 기준면 평행도가 먼저이고, 금형 인서트는 코너 R과 표면층이 중요하며, 미세 관통 홀은 입출구 직경과 테이퍼가 핵심입니다. 전기적 기능이나 유체 기능이 있는 홀은 표면 거칠기와 가장자리 손상까지 함께 봐야 합니다.
정밀 부품 제작에서 좋은 방전가공 기준은 과도하게 엄격한 수치를 나열하는 방식이 아닙니다. 필요한 기능면을 먼저 정의하고, 그 기능면에 영향을 주는 공정 변수와 검사 항목을 연결하는 방식입니다. 와이어컷팅과 슈퍼드릴은 이 연결 구조가 명확할 때 복잡한 형상과 어려운 소재에서 높은 재현성을 가질 수 있습니다.
English Technical Note
Wire EDM and Super Drill EDM as One Precision Process
Wire EDM and super drill EDM should not be treated as two unrelated operations when a part contains closed internal profiles, precision through holes, narrow slots, hard materials, or thin functional ribs. The super drill operation creates the start hole that allows the wire to enter the workpiece, while wire EDM completes the final contour through controlled electrical discharges. For high-accuracy parts, the start hole becomes part of the same dimensional chain as the final profile.
The most important engineering point is that EDM accuracy is not defined only by machine positioning. It is influenced by the start-hole location, electrode wear, dielectric flushing, wire diameter, spark gap, kerf offset, wire tension, corner deceleration, skim-cut strategy, and the condition of the recast layer. A technically reliable specification has to connect these variables to inspection data.
Start-Hole Quality and Wire Path Stability
Super drill EDM is often selected for hard conductive materials, deep small holes, and start holes for wire EDM. Because material is removed by electrical discharge rather than mechanical cutting, the process can create holes in hardened steel, stainless steel, carbide, titanium alloys, nickel alloys, and other difficult-to-cut materials. However, the electrode is also consumed during machining, and this wear can change the effective hole geometry.
For a start hole, entrance diameter, exit diameter, location, straightness, taper, breakthrough condition, and edge damage must be evaluated together. If the hole drifts through the thickness, the wire may still be threaded successfully, but the final cutting path can begin from a less stable position. In closed profiles, that small difference can influence corner entry, profile symmetry, and the remaining stock for skim cutting.
Kerf Compensation, Corner Accuracy, and Taper Control
In wire EDM, the kerf is formed by the wire diameter plus the electrical discharge gap around the wire. The final dimension is therefore controlled through offset compensation, not by wire diameter alone. Rough cutting and skim cutting should be separated because they serve different purposes. Rough cutting removes material efficiently, while skim cutting improves dimensional accuracy, surface finish, and surface integrity under lower-energy conditions.
Internal corners require special attention because the wire is flexible and can lag behind the programmed path, especially in thick workpieces or sharp directional changes. Small inside radii, narrow slots, and high aspect-ratio features are sensitive to wire deflection, flushing instability, and local discharge concentration. The practical control method is to combine proper wire diameter selection, corner slow-down, tension control, multiple skim cuts, and inspection of upper and lower profiles.
Surface Integrity and Recast Layer Control
EDM removes material through localized melting and vaporization. A portion of the molten material is expelled by the dielectric fluid, while another portion can resolidify on the machined surface. This resolidified layer is usually described as a recast layer or white layer. Its thickness and continuity depend on discharge energy, pulse duration, current, flushing pressure, material characteristics, and finishing strategy.
For tooling inserts, fatigue-sensitive parts, sealing edges, electrical contact regions, sliding surfaces, and high-stress components, surface integrity can be as important as dimensional accuracy. Roughness alone is not enough. Recast layer thickness, microcracks, oxidized debris, local hardness shift, and the need for polishing, blasting, lapping, or light grinding should be reviewed according to the actual function of the surface.
| Control point | Primary risk | Engineering check |
|---|---|---|
| Start-hole drilling | Position drift, entrance-exit mismatch, electrode wear | Measure entrance diameter, exit diameter, location, straightness, and burr-free breakthrough. |
| Wire path and kerf offset | Profile deviation, corner oversize, dimensional bias | Separate rough-cut offset from skim-cut offset and verify kerf width with trial geometry. |
| Corner and taper control | Wire lag, mid-thickness bowing, loss of perpendicularity | Check corner radius, upper/lower profile difference, squareness, and guide alignment. |
| Surface integrity | Recast layer, microcracks, oxidized debris, local hardness shift | Use roughness measurement, cross-section review, finishing cuts, and post-processing when the function requires it. |
Practical Specification Framework
A strong EDM specification begins with the function of the part. If a feature is a locating hole, position and straightness are more important than cosmetic surface appearance. If a feature is a sealing edge or fatigue-loaded corner, surface integrity and radius control become critical. If the profile is a closed internal contour, the start hole location, threading clearance, and remaining stock for finishing cuts must be defined before machining.
For precision metal components, the best result comes from linking process variables with measurable inspection items. Start-hole data should feed back into electrode wear compensation. Kerf measurements should feed back into offset control. Corner deviations should feed back into wire tension, path strategy, and skim-cut planning. Surface observations should feed back into discharge energy and post-processing decisions. This is the engineering logic that allows wire EDM and super drill EDM to handle difficult geometry with repeatable quality.
추가 정보
와이어컷팅과 슈퍼드릴 방전가공 요약
와이어컷팅 슈퍼드릴 방전가공은 절삭 공구로 접근하기 어려운 고경도 금속, 얇은 리브, 폐쇄 내측 형상, 미세 관통 홀을 다룰 때 중요한 비접촉 가공 체계입니다. 품질은 홀 직진도, 와이어 장력, 방전 갭, 코너 보정, 플러싱, 재용융층 관리가 서로 맞물려 결정됩니다.
정밀 홀과 내측 형상을 안정적으로 얻으려면 설계 단계에서 스타트 홀 위치, 최소 코너 R, 소재 두께, 열영향층 허용 범위, 검사 기준을 함께 정의하는 것이 유리합니다.
핵심 포인트
- 슈퍼드릴 스타트 홀은 와이어 진입 위치와 폐쇄 형상 기준점을 결정합니다.
- 와이어컷팅 공차는 와이어 직경만이 아니라 방전 갭과 오프셋 보정값까지 포함해 판단해야 합니다.
- 내측 코너 R은 와이어 직경, 방전 갭, 코너 감속 조건, 스킴컷 전략의 영향을 함께 받습니다.
- 고경도강, 초경, 스테인리스, 인코넬계 소재는 재용융층과 미세 균열 관리가 중요합니다.
- 관통 홀은 입구와 출구 직경, 테이퍼, 위치도, 버 없는 가장자리를 같이 확인해야 합니다.
- 두꺼운 소재에서는 중앙부 와이어 지연과 플러싱 안정성이 형상 오차로 이어질 수 있습니다.
FAQ
와이어컷팅과 슈퍼드릴은 왜 함께 검토해야 합니까?
폐쇄된 내측 형상은 와이어가 먼저 들어갈 스타트 홀이 필요합니다. 슈퍼드릴로 만든 홀의 위치도와 직진도가 흔들리면 이후 와이어컷팅 경로도 함께 영향을 받습니다.
방전가공에서 공차를 볼 때 가장 중요한 기준은 무엇입니까?
단순 치수보다 방전 갭, 코너 R, 테이퍼, 표면 조도, 재용융층, 위치도를 함께 봐야 합니다. 특히 조립 기준면과 기능 홀은 같은 기준 좌표계 안에서 검사하는 것이 중요합니다.
슈퍼드릴 홀은 일반 드릴 홀과 어떤 차이가 있습니까?
슈퍼드릴은 기계적 절삭력이 아니라 방전 에너지로 금속을 제거합니다. 고경도 소재나 깊은 미세 관통 홀에서 유리하지만 전극 마모, 플러싱, 입출구 직경 차이를 관리해야 합니다.
와이어컷팅 내측 코너가 설계값보다 커지는 이유는 무엇입니까?
와이어 직경과 방전 갭이 실제 절단 폭을 만들고, 코너에서는 와이어 지연과 방전 안정성 변화가 함께 생깁니다. 작은 코너 R은 와이어 직경과 스킴컷 조건을 고려해 설계해야 합니다.
재용융층은 왜 검사해야 합니까?
방전가공 표면에는 순간적으로 녹았다가 다시 굳은 층이 남을 수 있습니다. 피로 하중, 접촉면, 금형 인서트, 고응력 부품에서는 이 층의 두께와 균열 여부가 기능 수명과 연결됩니다.
스킴컷은 어떤 목적에서 사용합니까?
스킴컷은 거친 절단 후 낮은 에너지 조건으로 표면과 치수를 다듬는 후속 절단입니다. 형상 정밀도, 표면 조도, 재용융층 감소가 필요한 부품에서 중요합니다.
와이어컷팅으로 블라인드 홀을 만들 수 있습니까?
일반적인 와이어컷팅은 와이어가 관통해야 하므로 폐쇄 관통 형상에 적합합니다. 블라인드 포켓이나 막힌 형상은 형조 방전, 밀링, 연삭 등 다른 공정과 조합해 검토해야 합니다.
관련 주제 확장
정밀가공과 방전가공의 역할 분담
방전가공은 고경도 재료나 복잡한 내측 형상에서 강점을 가지지만 모든 치수를 단독으로 해결하는 공정은 아닙니다. 기준면, 나사, 넓은 평면, 반복 생산 속도는 CNC 가공이나 연삭과 조합해 설계하는 경우가 많습니다.
공차관리와 검사 체계
정밀 홀과 내측 형상은 홀 직경, 위치도, 진원도, 직각도, 테이퍼, 표면 상태를 함께 관리해야 합니다. CMM, 공구현미경, 표면조도계, 단면 검사 기준을 도면 요구와 맞추면 방전가공 품질의 재현성이 높아집니다.
소재별 가공 조건
스테인리스, 공구강, 초경, 인코넬계 소재는 전기전도도, 열전도도, 용융 특성이 달라 방전 조건이 달라집니다. 같은 형상이라도 소재가 바뀌면 방전 안정성, 전극 마모, 표면층 상태를 다시 봐야 합니다.
내부 링크
정밀 제조 기술 글은 인사이트에서 함께 볼 수 있으며, 와이어컷팅과 슈퍼드릴 방전가공은 cnc정밀가공부품 및 정밀가공부품 설계와 직접 연결됩니다. 판형 브라켓과 커버류는 정밀프레스가공 부품, 체결 구조는 구조연결용 부품 관점에서도 함께 검토할 수 있습니다.
전기적 접촉 기능이 포함된 부품은 전기접점, 배선과 단자 조립은 케이블와이어 하네스, 이종 금속 접합 구조는 브레이징 및 금속접합소재와 기술적으로 이어집니다.