정밀 프레스 판금 부품 절곡 공차와 기능 형상
정밀 프레스 판금 부품은 얇은 판재를 타발하고 절곡하는 단순 가공품이 아닙니다. 홀, 장공, 절곡 R, 플랜지 높이, 보강 비드, 탭 구조, 표면처리, 체결 방향이 하나의 기능 형상으로 연결되는 제조 부품입니다. 특히 SUS304 커버, 프레스 브라켓, 케이스형 판금 부품, 동 버스바형 단자류는 외관보다 조립 기준면과 반복 정밀도가 더 중요한 판단 기준이 됩니다.
기술 검토의 핵심은 도면 치수 하나를 따로 보는 것이 아니라 소재 거동, 절곡 후 스프링백, 타발면의 버와 전단면, 보강 비드의 강성 효과, 체결 홀 주변의 기준면을 함께 해석하는 데 있습니다. 프레스 판금 부품은 제조 공정과 조립 조건이 맞물려 품질이 결정되므로, 설계 단계부터 공정 변수와 검사 기준을 동시에 고려해야 합니다.
얇은 판재에 기능을 설계하는 정밀 프레스 기술
SUS304 판금 커버류는 평판 구조처럼 보이더라도 여러 기능이 한 장의 금속판에 압축되어 있습니다. 체결 홀은 조립 위치를 결정하고, 탭과 노치는 상대 부품과의 걸림 또는 위치 결정을 담당합니다. 넓은 면에 들어가는 사각 보강 비드는 판재가 눌리거나 뒤틀리는 것을 줄이기 위한 구조입니다.
프레스 판금 부품은 판 두께가 얇기 때문에 소재 자체의 강성만으로 기능을 확보하기 어렵습니다. 그래서 절곡, 엠보싱, 리브, 플랜지, 턱 형상처럼 단면을 바꾸는 설계가 중요합니다. 이런 형상은 단순한 외관 장식이 아니라 부품의 휨 강성, 조립 위치, 취급 안정성, 진동 저항을 좌우합니다.
검토의 출발점은 기능면과 비기능면을 구분하는 일입니다. 체결 홀이 기준인지, 접촉면이 기준인지, 커버 외곽이 기준인지에 따라 관리해야 할 공차가 달라집니다. 실제 조립과 성능에 영향을 주는 치수를 우선순위로 정리하는 방식이 더 실무적입니다.

케이스형 프레스 부품의 탭과 플랜지 누적 공차
케이스형 프레스 부품은 단품 치수만 맞는다고 끝나지 않습니다. 바닥면, 측벽, 탭, 구멍, 절곡 높이가 조립 상태에서 서로 맞물리기 때문에 누적 공차 관리가 필요합니다. 한쪽 플랜지 높이가 조금만 달라져도 커버가 들뜨거나 체결력이 한쪽으로 쏠릴 수 있습니다.
케이스형 구조에서는 절곡 순서도 중요합니다. 먼저 타발한 뒤 절곡하는지, 엠보싱을 먼저 형성하는지, 측벽을 어느 방향에서 세우는지에 따라 최종 기준면이 달라질 수 있습니다. 얇은 스테인리스 판재는 성형 중 국부적으로 가공 경화가 발생할 수 있어, 반복 생산에서는 금형 마모와 스프링백 변화까지 함께 확인해야 합니다.
홀, 탭, 노치, 커버가 조합된 형상은 전장 케이스, 실드 커버, 센서 브라켓, 소형 장비 하우징에 자주 적용됩니다. 품질 판단의 핵심은 보기 좋은 외형이 아니라 상대 부품과 결합했을 때 틈, 간섭, 뒤틀림, 체결 위치가 안정적으로 반복되는지입니다.

SUS304 커버와 채널형 부품의 스프링백 보정
채널형 판금 부품은 절곡 높이와 평탄도가 동시에 요구되는 구조입니다. SUS304 계열 판재는 내식성과 성형성이 좋아 커버류와 브라켓류에 널리 쓰이지만, 절곡 후 탄성 회복이 발생할 수 있습니다. 이 현상을 스프링백이라고 하며, 완성 각도와 높이 편차에 직접적인 영향을 줍니다.
스프링백은 소재의 항복강도, 판 두께, 절곡 반경, 금형 V폭, 절곡 각도, 압연 방향, 부품의 창가공과 장공 위치에 따라 달라질 수 있습니다. 넓은 창이 뚫린 부품은 절곡선 주변의 단면 강성이 균일하지 않아, 단순한 직선 절곡보다 변형 거동이 복잡해질 수 있습니다.
양산에서는 초기 샘플의 실제 각도와 높이 데이터를 기준으로 보정량을 잡는 것이 중요합니다. 도면에는 절곡 각도와 내측 R, 기준면, 허용 공차가 명확해야 하며, 검사에서는 완성품이 조립 기준면에서 안정적으로 놓이는지까지 확인해야 합니다.

장공과 원형 홀의 체결 위치와 조립 자유도
L형 브라켓에서 장공과 원형 홀은 서로 다른 조립 기능을 갖습니다. 장공은 상대 부품의 위치 편차를 흡수하거나 조립 중 미세 조정을 가능하게 합니다. 반대로 원형 홀은 위치 기준을 명확하게 잡는 역할을 합니다. 두 홀 형상을 어떻게 조합하느냐에 따라 조립 편의성과 위치 반복성이 달라집니다.
장공 설계에서는 길이와 폭만 보는 것이 충분하지 않습니다. 장공 끝단의 R, 타발 방향, 버 방향, 체결 와셔와의 접촉 면적, 슬롯 주변의 잔류 폭을 함께 검토해야 합니다. 잔류 폭이 좁거나 버가 체결면 쪽으로 남으면 체결 압력이 불균일해지고, 장기 사용 중 풀림이나 국부 변형으로 이어질 수 있습니다.
원형 홀은 기준 핀, 볼트, 리벳, 스페이서와 직접 맞물리는 경우가 많습니다. 따라서 홀 치수와 위치도는 제품 기능에 맞춰 관리해야 합니다. 체결 홀 주변의 평탄도와 버 방향은 조립 품질을 좌우하는 기본 항목이므로, 도면 단계에서 검사 기준을 함께 지정하는 것이 좋습니다.
프레스 판금 설계 변수와 검사 기준 매트릭스
체결 위치, 기준면, 절곡 보정, 표면 상태를 한 번에 비교하기 위한 기술 판단 표입니다. 각 항목 위에 커서를 올리면 검토 이유가 보완 설명으로 표시됩니다.
| 설계 변수 | 공정 제어점 | 검사 기준 | 리스크 신호 | 적용 판단 |
|---|---|---|---|---|
| SUS304 판재 거동 | 판 두께, 압연 방향, 윤활, 금형 표면 | 두께 편차, 표면 흠, 성형 후 끌림 | 스프링백, 가공 경화, 국부 균열 | 커버, 실드, 브라켓의 내식·강성 균형 |
| 절곡 R과 플랜지 높이 | 내측 R, V폭, 절곡 순서, 보정량 | 각도, 높이, 직각도, 기준면 안착성 | 들뜸, 간섭, 체결 위치 불일치 | 조립 기준면 우선 지정 |
| 타발 홀과 장공 | 펀치 마모, 다이 클리어런스, 타발 순서 | 홀 게이지, 위치도, 전단면, 버 방향 | 볼트 삽입 불량, 체결력 불균일 | 위치 기준 홀과 조정 장공 분리 |
| 보강 비드와 엠보싱 | 비드 깊이, 폭, 모서리 R, 홀 간격 | 비드 높이, 균열, 국부 박육, 평탄도 | 면 처짐, 응력 집중, 표면 눌림 | 얇은 커버와 실드의 강성 확보 |
| 동 버스바형 단자 | 단면적, 접촉면, 절곡 위치, 체결 압력 | 접촉면 청정도, 잔류 폭, 체결면 변형 | 접촉 저항 증가, 온도 상승, 국부 변형 | 기계 고정과 전류 경로 동시 검토 |
SUS304 판재 거동
제어점: 판 두께, 압연 방향, 윤활, 금형 표면입니다.
검사: 두께 편차, 표면 흠, 성형 후 끌림입니다.
판단: 커버, 실드, 브라켓의 내식성과 강성을 함께 볼 때 적합합니다.
스프링백과 가공 경화 확인절곡 R과 플랜지 높이
제어점: 내측 R, V폭, 절곡 순서, 보정량입니다.
검사: 각도, 높이, 직각도, 기준면 안착성입니다.
판단: 장착면이 중요한 브라켓은 기준면을 먼저 정해야 합니다.
누적 공차와 들뜸 방지타발 홀과 장공
제어점: 펀치 마모, 다이 클리어런스, 타발 순서입니다.
검사: 홀 게이지, 위치도, 전단면, 버 방향입니다.
판단: 위치 기준 홀과 조정 장공을 기능별로 분리해야 합니다.
체결력과 조립 자유도 균형보강 비드와 엠보싱
제어점: 비드 깊이, 폭, 모서리 R, 홀 간격입니다.
검사: 비드 높이, 균열, 국부 박육, 평탄도입니다.
판단: 두께 증가 없이 얇은 커버와 실드의 강성을 높일 때 유리합니다.
면 처짐과 응력 집중 관리동 버스바형 단자
제어점: 단면적, 접촉면, 절곡 위치, 체결 압력입니다.
검사: 접촉면 청정도, 잔류 폭, 체결면 변형입니다.
판단: 기계 고정과 전류 경로를 동시에 검토해야 합니다.
접촉 저항과 발열 리스크프레스 판금 공정 변수와 검사 기준
절곡 공차, 타발면 품질, 홀 위치도, 보강 비드는 서로 따로 판단하기보다 금형 조건과 조립 기준면을 기준으로 함께 검토해야 합니다. 아래 도해는 판재가 성형되는 위치와 검사 항목이 어떻게 연결되는지 보여줍니다.

보강 비드와 엠보싱의 판재 강성 설계
프레스 실드 커버와 얇은 커버류에서는 보강 비드와 측면 탭이 구조적 역할을 갖습니다. 얇은 판재는 면적이 넓어질수록 중앙부가 쉽게 휘거나 눌릴 수 있습니다. 보강 비드와 엠보싱은 판재의 단면 형상을 바꾸어 강성을 높이고, 취급 중 변형을 줄이며, 조립 후 면 떨림을 억제하는 데 활용됩니다.
보강 비드 설계에서는 깊이만 크게 만든다고 항상 유리하지는 않습니다. 비드 모서리 R이 너무 작거나 성형 깊이가 과하면 균열, 표면 끌림, 국부 박육, 주변 평탄도 저하가 발생할 수 있습니다. SUS304처럼 가공 경화가 나타날 수 있는 소재에서는 금형 표면, 윤활, 성형 순서가 표면 품질에 영향을 줍니다.
엠보싱은 실드 커버, 배터리 모듈 커버, 전장 하우징, 센서 브라켓처럼 얇은 판재로 구조 강성을 확보해야 하는 부품에서 효과적입니다. 다만 비드가 체결 홀이나 절곡선과 너무 가까우면 응력 집중이 커질 수 있으므로, 도면 단계에서 기능면과 간섭 여부를 함께 검토해야 합니다.

타발면, 버, 카운터싱크 홀의 체결 품질 기준
도금 L브라켓과 체결 브라켓에서는 원형 홀, 카운터싱크 형상, 체결면 평탄도가 함께 작동합니다. 카운터싱크 홀은 접시머리 나사, 위치 결정, 면 맞춤 체결에 사용될 수 있으며, 홀 주변의 평탄도와 타발면 품질이 체결 안정성에 영향을 줍니다. 도금 부품의 경우에는 성형 후 표면처리 균일성까지 함께 확인해야 합니다.
타발 공정에서는 펀치와 다이 사이의 클리어런스가 전단면, 파단면, 롤오버, 버 형성에 영향을 줍니다. 클리어런스가 지나치게 크면 버와 파단면이 커질 수 있고, 지나치게 작으면 금형 하중과 마모가 커질 수 있습니다. 따라서 버를 단순히 후처리 문제로만 보지 말고, 금형 상태와 공정 조건의 신호로 해석해야 합니다.
체결 부품에서 버 방향은 특히 중요합니다. 버가 체결면 쪽에 남으면 부품이 완전히 밀착되지 않거나 체결 토크가 실제 축력으로 안정적으로 전달되지 않을 수 있습니다. 전장 부품이나 하네스 주변 부품에서는 버가 케이블 피복을 손상시킬 가능성도 있어, 기능면 기준의 디버링 판단이 필요합니다.

다단 절곡 브라켓의 기준면 설정과 공정 순서
다단 절곡 브라켓은 한 부품 안에 여러 높이와 방향의 절곡부가 연속되는 구조입니다. 이런 형상은 장착 위치를 높이거나, 상대 부품을 피하거나, 전기적·기계적 경로를 특정 방향으로 유도할 때 사용됩니다. 단순한 L형 부품보다 기능은 많지만, 그만큼 누적 공차와 기준면 관리가 어려워집니다.
다단 절곡에서는 어느 면을 첫 번째 기준으로 잡는지가 중요합니다. 첫 절곡의 각도 편차가 다음 절곡 위치에 누적되고, 마지막 체결 홀 위치까지 영향을 줄 수 있습니다. 따라서 검사 기준을 단품 외곽 치수에만 두기보다, 실제 장착 기준면을 기준으로 높이, 평행도, 직각도, 홀 위치를 확인하는 것이 좋습니다.
금형 설계에서는 절곡 간 거리, 절곡 R, 소재 두께, 금형 간섭, 스프링백 보정, 성형 순서를 함께 검토해야 합니다. 브라켓의 기능이 하중 지지인지, 위치 결정인지, 접지 또는 전류 경로인지에 따라 중요 치수의 우선순위도 달라집니다.

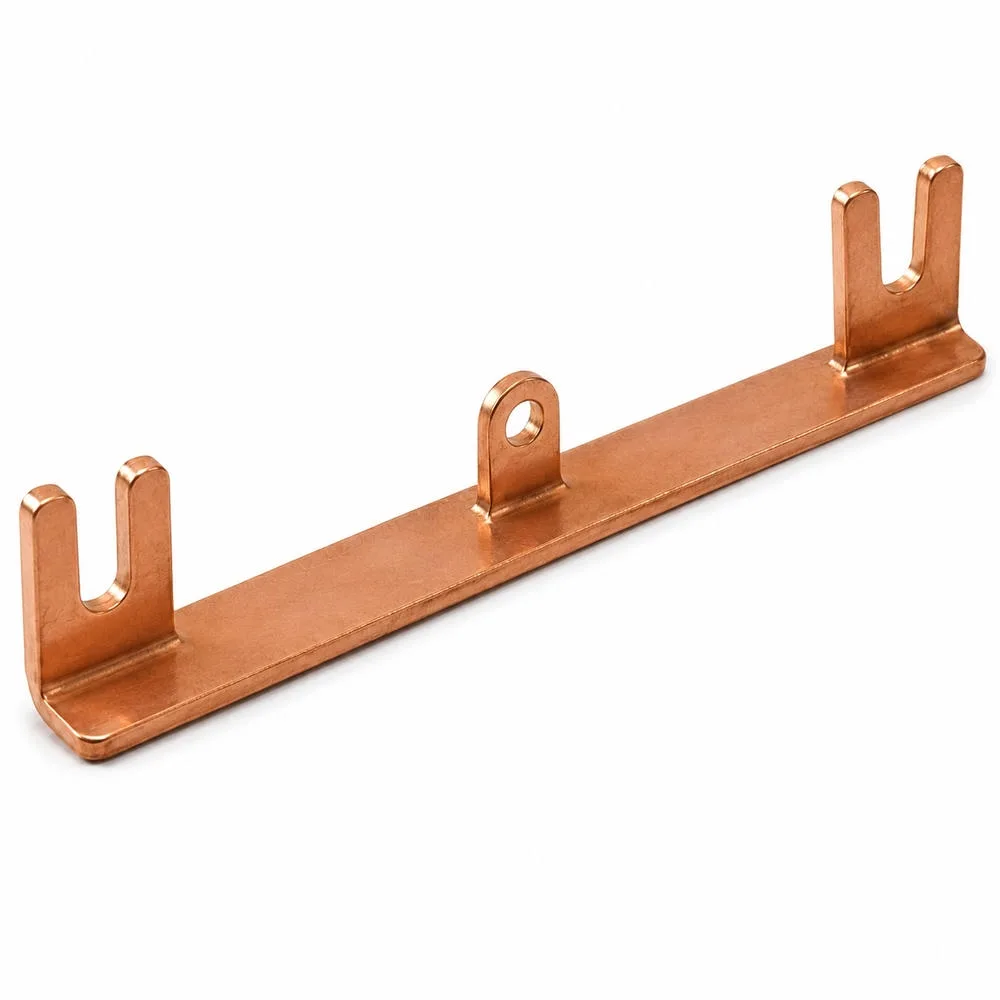
동 버스바형 프레스 단자의 전류 경로와 체결 압력
동 버스바형 프레스 단자는 일반 브라켓과 다른 관점이 필요합니다. 이 부품은 구조적으로 고정되는 동시에 전류가 흐르는 경로가 될 수 있습니다. 따라서 단면적, 홀 주변 잔류 폭, 절곡부 가공 경화, 접촉면 상태, 체결 압력 분포를 함께 판단해야 합니다.
동 소재는 전기전도도가 우수하지만 상대적으로 부드럽고, 성형과 체결 과정에서 국부 변형이 발생할 수 있습니다. 체결부의 접촉 저항은 접촉면 상태와 압력 분포에 영향을 받으며, 시간이 지나면서 산화, 미세 진동, 온도 변화가 접촉 안정성을 낮출 수 있습니다. 그래서 전류가 흐르는 프레스 단자류는 단순 형상 검사와 별도로 기능면 청정도와 체결 조건을 확인하는 것이 중요합니다.
프레스 부품이 전기적 기능까지 갖는 경우에는 기계 설계와 전기 설계를 분리해서 보면 안 됩니다. 홀 하나가 체결 위치만이 아니라 전류 경로의 유효 단면적을 줄이는 요소가 될 수 있고, 절곡부 하나가 조립 높이뿐 아니라 열 집중 위치가 될 수 있습니다. 정밀 프레스 판금 부품은 형상, 소재, 공정, 조립, 사용 조건을 함께 검토할 때 가장 안정적인 품질 기준을 세울 수 있습니다.
정밀 프레스 판금 부품 절곡 공차와 기능 형상은 SUS304 커버, 프레스 브라켓, 실드 케이스, 동 버스바형 단자류의 양산 품질을 결정하는 핵심 기준입니다.
English Technical Overview
Functional Geometry Control for Precision Press Sheet Metal
Precision press sheet metal components are not simply cut and bent pieces of metal. A functional stamped part combines material behavior, punched holes, slots, formed ribs, bend radii, tabs, flanges, surface condition, and fastening direction into one controlled geometry. For stainless steel covers, press brackets, shielding plates, formed cases, and copper busbar terminals, the main issue is not only appearance. The decisive point is whether the part assembles consistently and performs reliably in the intended structure.
Representative press-formed components include SUS304 cover plates with reinforcing beads, case-type stamped parts with tabs and flanges, L-shaped brackets with holes and slots, multi-bend mounting brackets, and copper busbar-type terminals. Each component type requires a different quality focus, but the technical review should consistently connect geometry, material behavior, process sequence, inspection method, and assembly function.
Springback and Bend Accuracy
Stainless steel sheet, including SUS304-type material, is widely used because it offers corrosion resistance and useful formability. However, bending accuracy must still be managed carefully. After bending, the material tends to recover elastically. This springback can change the final angle, flange height, and reference surface position.
The amount of springback may be influenced by material strength, sheet thickness, bend radius, tooling condition, V-die width, rolling direction, and part geometry. When a part includes windows, slots, embossing, or asymmetric flanges, the local stiffness around the bend line changes. This is why prototype measurement and tooling correction are important before mass production.
Punched Holes, Slots, and Burr Direction
Round holes and slots are not only geometric features. They determine bolt position, adjustment range, tolerance absorption, and load transfer. A slot can improve assembly flexibility, but the remaining material width, end radius, burr direction, and washer contact area must be considered together. If these details are ignored, fastening pressure may become uneven or local deformation may occur around the hole.
Blanking quality is equally important. The cut edge of a stamped hole includes rollover, burnished surface, fracture surface, and burr. These features reflect punch condition, die clearance, material thickness, and tool wear. Burrs should be judged according to function, because a burr on a fastening surface or cable-contact area can create a much higher risk than a burr on a non-functional edge.
Press Sheet Metal Design Variables and Inspection Matrix
This English matrix mirrors the Korean technical table for global SEO and international B2B readers. Hover over each item to see the engineering reason behind the review point.
| Design variable | Process control point | Inspection criterion | Risk signal | Application decision |
|---|---|---|---|---|
| SUS304 sheet behavior | Sheet thickness, rolling direction, lubrication, tooling surface | Thickness variation, surface scratches, forming drag marks | Springback, work hardening, local cracking | Cover, shield, and bracket corrosion-rigidity balance |
| Bend radius and flange height | Inside radius, V-die width, bend sequence, compensation | Angle, height, squareness, datum seating | Lift, interference, fastening position mismatch | Datum-first tolerance planning |
| Punched holes and slots | Punch wear, die clearance, punching sequence | Hole gauge, position tolerance, cut edge, burr direction | Bolt insertion issue, uneven fastening pressure | Separate locating holes from adjustment slots |
| Stiffening bead and embossing | Bead depth, width, corner radius, distance from holes | Bead height, cracking, local thinning, flatness | Panel deflection, stress concentration, surface denting | Thin cover and shield rigidity improvement |
| Copper busbar-type terminal | Cross-section, contact surface, bend location, fastening pressure | Contact surface cleanliness, remaining width, seating deformation | Contact resistance increase, temperature rise, local deformation | Mechanical fixation and current path review together |
SUS304 sheet behavior
Control: Sheet thickness, rolling direction, lubrication, and tooling surface.
Inspection: Thickness variation, surface scratches, and forming drag marks.
Decision: Cover, shield, and bracket corrosion-rigidity balance.
Springback and work hardeningBend radius and flange height
Control: Inside radius, V-die width, bend sequence, and compensation.
Inspection: Angle, height, squareness, and datum seating.
Decision: Datum-first tolerance planning for mounting brackets.
Accumulated tolerance controlPunched holes and slots
Control: Punch wear, die clearance, and punching sequence.
Inspection: Hole gauge, position tolerance, cut edge, and burr direction.
Decision: Separate locating holes from adjustment slots.
Fastening pressure and assembly adjustmentStiffening bead and embossing
Control: Bead depth, width, corner radius, and distance from holes.
Inspection: Bead height, cracking, local thinning, and flatness.
Decision: Improve thin cover and shield rigidity without thicker material.
Panel deflection and stress concentrationCopper busbar-type terminal
Control: Cross-section, contact surface, bend location, and fastening pressure.
Inspection: Contact cleanliness, remaining width, and seating deformation.
Decision: Review mechanical fixation and current path together.
Contact resistance and heat riskEmbossing and Stiffening Beads
Stamped covers and shield plates often need stiffness without increasing material thickness. Embossing and stiffening beads are useful because they change the section geometry of the sheet. This can reduce panel deflection, improve handling rigidity, and limit local vibration. In thin sheet metal design, a bead is a structural feature rather than a decorative detail.
The bead depth, corner radius, distance from holes, distance from bend lines, and forming sequence should be reviewed together. Excessive forming depth can cause cracking, surface drag marks, local thinning, or flatness problems around the bead. When the part is used as a cover, shield, or enclosure component, flatness around the fastening area remains especially important.
Multi-Bend Bracket Reference Surfaces
Multi-bend brackets create several heights and directions within one part. They may be used to lift a mounting point, avoid interference, guide a mechanical load path, or create a controlled electrical path. Compared with a simple L-bracket, a multi-bend part gives more design freedom, but it also increases accumulated tolerance risk.
The inspection method should be based on the actual mounting reference surface, not only on outer dimensions. The first bend can influence the second bend, and the final hole position can move as errors accumulate. For this reason, drawings should define datum surfaces, key heights, angular tolerance, hole position, and functional surfaces with practical assembly conditions in mind.
Copper Busbar-Type Press Parts
Copper busbar-type stamped parts require a broader review than ordinary brackets. They may carry current while also being mechanically fixed. Cross-sectional area, hole placement, contact surface condition, fastening pressure, oxidation risk, local heating, and bend location must be evaluated together. A hole or bend can affect both mechanical assembly and electrical current flow.
A technical review of precision press components should begin with a clear drawing, material specification, target application, mating part structure, fastening method, and inspection priority. With these details defined, it becomes easier to discuss prototype production, tooling direction, surface treatment, and mass-production quality standards in a controlled way.
추가 정보
검색엔진용 요약
정밀 프레스 판금 부품은 얇은 금속 판재를 타발, 절곡, 엠보싱, 플랜지 성형, 탭 구조로 가공해 조립성과 기능성을 동시에 확보하는 부품군입니다. 설계 단계에서는 소재, 절곡 R, 홀 공차, 버 방향, 보강 비드, 표면처리, 체결 압력까지 함께 검토해야 합니다. 이러한 기준은 전장 케이스, 브라켓, 실드 커버, 동 버스바형 단자류의 양산 품질을 판단하는 데 중요합니다.
핵심 포인트 정리
- 프레스 판금 부품의 품질은 소재명보다 절곡부, 타발면, 기준면, 체결 구조의 균형으로 판단해야 합니다.
- SUS304 계열 판재는 성형성이 좋지만 스프링백과 가공 경화를 고려한 금형 보정이 필요합니다.
- 장공과 원형 홀은 조립 위치, 공차 흡수, 체결 압력 분포를 동시에 결정합니다.
- 보강 비드와 엠보싱은 얇은 판재의 면 강성, 진동 억제, 변형 저항을 높이는 설계 요소입니다.
- 타발 버와 전단면 상태는 금형 클리어런스, 펀치 마모, 후처리 필요성을 보여주는 검사 기준입니다.
- 동 버스바형 프레스 단자는 전류 경로, 체결 압력, 접촉면 산화, 온도 상승을 함께 검토해야 합니다.
- 양산 검토에서는 도면 공차와 실제 조립 기준면을 연결해 관리하는 것이 중요합니다.
FAQ
정밀 프레스 판금 부품에서 가장 먼저 확인해야 하는 항목은 무엇입니까?
기준면, 체결 홀, 절곡 높이, 버 방향, 기능면을 먼저 확인하는 것이 좋습니다. 외관상 단순한 판금 부품이라도 실제 조립에서는 작은 홀 위치 편차나 절곡 각도 차이가 간섭과 체결 불량으로 이어질 수 있습니다.
SUS304 프레스 부품은 왜 스프링백 관리가 중요합니까?
SUS304는 성형성이 좋은 오스테나이트계 스테인리스로 널리 쓰이지만, 절곡 후 탄성 회복이 발생할 수 있습니다. 금형 각도, 내측 R, 판 두께, 압연 방향, 부품 형상에 따라 완성 각도가 달라질 수 있어 양산 전 보정 검토가 필요합니다.
프레스 타발 부품의 버는 어느 정도까지 허용됩니까?
버 허용 기준은 부품 기능, 체결 방향, 절연 거리, 후공정 여부에 따라 달라집니다. 전기적 간섭, 조립면 들뜸, 작업자 안전, 케이블 손상 가능성이 있는 위치라면 더 엄격한 기준이 필요합니다.
장공은 왜 프레스 브라켓에 자주 사용됩니까?
장공은 조립 위치를 미세하게 조정하거나 상대 부품의 공차를 흡수하는 데 유리합니다. 다만 장공 폭, 길이, 모서리 R, 체결 와셔 면적이 맞지 않으면 체결력 분포가 불안정해질 수 있습니다.
보강 비드와 엠보싱은 단순한 외관 요소입니까?
보강 비드와 엠보싱은 판재의 단면 2차 모멘트를 키워 면 강성과 변형 저항을 높이는 구조 요소입니다. 얇은 커버, 실드 판, 케이스류에서 처짐, 떨림, 국부 변형을 줄이는 데 사용됩니다.
동 버스바형 프레스 부품은 일반 브라켓과 무엇이 다릅니까?
동 버스바형 부품은 기계적 체결뿐 아니라 전류 경로를 형성하는 역할을 합니다. 따라서 단면적, 체결 압력, 접촉면 상태, 산화, 발열, 절곡부 가공 경화까지 함께 검토해야 합니다.
프레스 부품 도면을 의뢰할 때 어떤 정보가 필요합니까?
소재, 판 두께, 표면처리, 기능면, 기준면, 홀 공차, 버 방향, 절곡 각도, 사용 환경, 조립 상대 부품 정보를 제공하는 것이 좋습니다. 수량과 검사 기준까지 함께 정리하면 시제품과 양산 검토가 더 명확해집니다.
관련 주제 확장 설명
소재와 성형성
SUS304, 동, 황동, 도금 강판은 모두 프레스 가공이 가능하지만 같은 금형 조건에서 동일하게 거동하지는 않습니다. 항복강도, 연신율, 가공 경화, 표면 마찰, 판 두께 편차가 성형 결과에 영향을 줄 수 있습니다. 소재 선택은 내식성, 전기전도도, 강성, 후처리, 비용을 함께 판단해야 합니다.
공정 순서와 누적 공차
프레스 부품은 타발, 절곡, 엠보싱, 탭 성형, 도금 또는 세척 과정이 순서대로 연결됩니다. 한 공정의 작은 편차가 다음 공정의 기준면을 흔들 수 있으므로, 최종 조립 치수를 기준으로 공정 순서를 설계해야 합니다.
검사 기준의 실무성
모든 면을 같은 기준으로 검사하면 비용은 높아지고 실무 판단은 흐려질 수 있습니다. 기능면, 체결면, 외관면, 비기능면을 구분하고 각 영역에 맞는 치수와 외관 기준을 정리하는 것이 효율적입니다.
내부 링크
ID METAL의 최신 기술 글은 인사이트에서 확인할 수 있으며, 프레스 판금 부품은 정밀프레스가공 부품 항목과 직접 연결됩니다. 동 버스바형 단자류처럼 전류 경로가 포함된 부품은 전기접점 기술과 함께 검토할 수 있습니다.
가공 부품의 후가공이나 결합 구조가 필요한 경우에는 cnc정밀가공부품, 구조연결용 부품, 케이블와이어 하네스, 브레이징 및 금속접합소재 관련 검토도 함께 참고할 수 있습니다.