벤딩 프레스 금속 성형의 핵심 기준
벤딩 프레스 금속 성형은 판재를 펀치와 다이 사이에서 굽혀 원하는 각도와 형상을 만드는 공정입니다. 단순히 각도를 맞추는 작업처럼 보이지만 실제로는 판재 두께, 소재 강도, 결 방향, 내측 R, V-die 폭, 펀치 형상, 압하량, 백게이지 기준, 절곡 순서가 모두 맞아야 반복 품질이 안정됩니다.
판금 부품은 굽히는 순간 평면 부품에서 입체 구조로 바뀝니다. 이때 플랜지 길이, 홀 위치, 커버 조립 간극, 체결면 평탄도, 모서리 강성이 함께 달라집니다. 절곡 공정은 제품 외형을 만드는 동시에 구조 강성과 조립 기준을 만드는 공정입니다.
정밀 절곡에서 가장 까다로운 변수는 스프링백입니다. 소재는 굽힘 중 소성 변형을 받지만 일부 탄성 변형이 남아 하중이 제거된 뒤 각도가 되돌아갑니다. 따라서 목표 각도를 얻기 위해서는 소재와 금형 조건에 맞춘 과굽힘, 보정값, 검사 피드백이 필요합니다.
K-factor와 전개 치수
절곡 부품의 전개 치수는 굽힌 뒤의 외형 치수를 역산해 결정합니다. 이때 중립축 위치를 표현하는 K-factor가 중요합니다. 중립축은 판재 두께의 중앙에 고정되어 있지 않고, 소재 종류, 내측 R, 두께, 굽힘 방식, 금형 조건에 따라 이동합니다. K-factor가 실제 공정과 맞지 않으면 플랜지 길이와 홀 위치가 어긋납니다.
전개 치수는 CAD에서 계산되지만 현장에서는 금형과 소재 로트가 결과를 바꿀 수 있습니다. 같은 두께라도 인장강도, 항복강도, 압연 방향, 표면처리, 보호필름 유무에 따라 굽힘 거동이 달라질 수 있습니다. 따라서 정밀 판금 부품은 이론값과 실제 절곡 데이터를 연결해야 합니다.
홀이나 슬롯이 절곡선 가까이에 있으면 굽힘 중 변형될 수 있습니다. 내측 R 주변에서는 압축, 외측 표면에서는 인장이 발생하므로 홀 타원화, 모서리 균열, 플랜지 비틀림이 생길 수 있습니다. 절곡 전 가공과 절곡 후 가공의 순서는 부품 기능에 맞춰 결정해야 합니다.
스프링백과 중립축 이동
벤딩 프레스 성형은 펀치가 내린 각도와 실제 부품 각도가 같지 않을 수 있습니다. 소재 강도, 두께, V-die 폭, 내측 R, 압하량, 결 방향이 중립축과 스프링백을 바꿉니다.
스프링백 보정과 금형 조건
스프링백은 고강도 소재, 큰 내측 R, 넓은 V-die, 낮은 압하량에서 커질 수 있습니다. 에어 벤딩은 유연성이 높고 금형 비용이 낮지만 스프링백 영향을 크게 받을 수 있습니다. 바토밍과 코이닝은 각도 반복성을 높일 수 있지만 하중이 커지고 금형 마모와 소재 표면 손상 가능성을 함께 고려해야 합니다.
V-die 폭은 내측 R과 하중, 플랜지 변형, 각도 안정성을 동시에 바꿉니다. V 폭이 좁으면 작은 R과 높은 하중이 생기고, 넓으면 스프링백과 플랜지 위치 변화가 커질 수 있습니다. 금형 선택은 소재 두께와 각도뿐 아니라 부품 주변 홀, 플랜지 길이, 간섭 조건까지 포함해야 합니다.
백게이지 기준도 품질 변수입니다. 여러 번 절곡되는 부품은 첫 번째 절곡 이후 기준면이 변하고, 다음 절곡에서 잡는 면이 달라집니다. 절곡 순서가 잘못되면 공차 누적, 금형 간섭, 백게이지 접촉 불량, 플랜지 비틀림이 발생할 수 있습니다.
벤딩 프레스 절곡 품질 변수 매트릭스
벤딩 프레스 품질은 각도 하나로 판단하기 어렵습니다. 전개 치수, 스프링백, 금형 조건, 기준면, 조립 기능이 함께 연결되어야 합니다.
| 관리 항목 | 품질 영향 | 취약 조건 | 검사 기준 | 보정 방향 |
|---|---|---|---|---|
| K-factor | 전개 치수와 플랜지 길이, 홀 위치에 영향을 줍니다. | 소재 로트 변화, 내측 R 변화, CAD 기본값 의존 | 전개 길이, 플랜지 치수, 홀 위치 | 시험 절곡 데이터, 소재별 보정값 적용 |
| 스프링백 | 최종 각도와 조립 간극, 외형 안정성을 좌우합니다. | 고강도 소재, 큰 R, 넓은 V-die, 에어 벤딩 | 각도, 반복 편차, 로트별 변화 | 과굽힘, 금형 선택, 압하량, 피드백 보정 |
| V-die 폭 | 내측 R, 하중, 표면 자국, 플랜지 변형을 바꿉니다. | 부적절한 금형 폭, 짧은 플랜지, 홀 근접 | 내측 R, 각도, 표면 압흔, 균열 | 금형 폭, 펀치 R, 절곡선 위치 조정 |
| 절곡 순서 | 누적 공차와 금형 간섭, 기준면 안정성에 연결됩니다. | 복수 절곡, 닫힌 형상, 백게이지 기준 부족 | 조립 치수, 간섭, 평행도, 직각도 | 공정 순서, 중간 검사, 기준면 재설정 |
| 모서리 품질 | 균열, 도장 박리, 체결면 밀착성에 영향을 줍니다. | 작은 R, 결 방향 불리, 버 방향 불량 | 균열, 압흔, 버 방향, 코팅 손상 | 내측 R 확대, 버 방향 관리, 표면 보호 |
플랜지 구조와 조립 강성
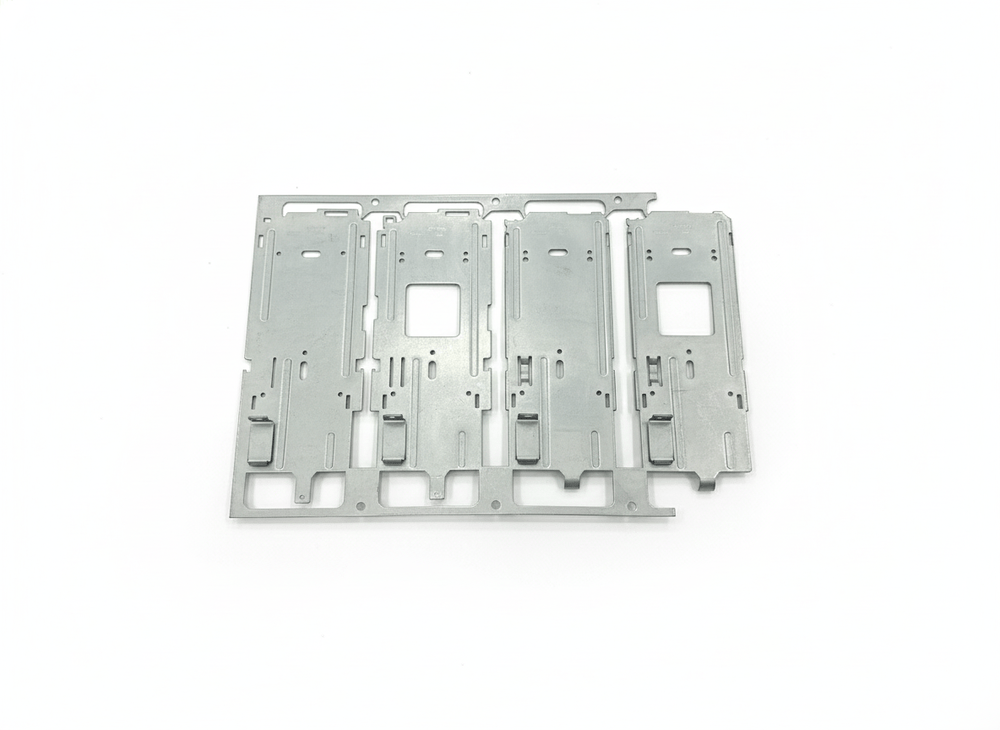
절곡은 얇은 판재에 강성을 부여하는 가장 효율적인 방법 중 하나입니다. 평판은 쉽게 휘지만 플랜지가 생기면 단면 2차 모멘트가 커져 구조 강성이 높아집니다. 그러나 플랜지 길이와 절곡 위치가 불안정하면 체결면이 맞지 않고, 커버가 떠 있거나 조립 중 비틀림이 생길 수 있습니다.
자동차 전장 브라켓, 전자 장비 커버, 랙 부품, 프레임 연결판 같은 부품에서는 절곡 각도와 플랜지 길이가 조립 기준이 됩니다. 홀 위치는 평판 상태가 아니라 절곡 후 실제 공간 위치로 평가해야 합니다. 판금 부품의 기능은 평면 도면이 아니라 굽힘 후의 3차원 기준에서 결정됩니다.
품질 관리는 단품 치수, 각도, 외관에 그치지 않아야 합니다. 조립 게이지, 체결 간극, 기준면 밀착, 반복 생산 중 각도 drift, 금형 마모, 소재 로트 변화가 함께 추적되어야 합니다. 벤딩 프레스 성형은 금형과 소재, 장비, 검사 피드백이 같은 기준을 공유할 때 안정됩니다.
절곡 부품의 양산 안정성
양산 절곡에서는 첫 제품의 각도가 맞는 것보다 일정 시간 이후에도 같은 조건이 유지되는지가 더 중요합니다. 금형 온도, 소재 로트, 작업 방향, 보호필름, 표면 윤활, 백게이지 접촉 습관, 작업 순서가 반복 품질을 바꿀 수 있습니다. 공정 조건을 수치화하지 않으면 작은 편차가 누적되어 조립 불량으로 이어집니다.
고정밀 절곡 부품은 도면의 각도 공차와 실제 조립 공차를 분리해서 해석해야 합니다. 어떤 부품은 각도보다 플랜지 끝 위치가 중요하고, 어떤 부품은 끝 위치보다 체결면 평탄도가 중요합니다. 검사 기준은 부품 기능을 중심으로 설계되어야 합니다.
벤딩 프레스 금속 성형의 품질은 금형을 누르는 힘만으로 완성되지 않습니다. 전개 설계, 소재 방향, 금형 폭, 절곡 순서, 스프링백 보정, 표면 보호, 검사 피드백이 연결될 때 얇은 판재가 안정적인 구조 부품으로 바뀝니다.
English Technical Note
Press Brake Bending and Sheet Metal Forming
Press brake bending transforms flat sheet metal into a three-dimensional structural component. Precision bending requires control of material thickness, yield strength, grain direction, inside radius, V-die opening, punch radius, bend allowance, K-factor, back gauge position, and bending sequence.
Springback occurs because part of the deformation remains elastic during bending. After the load is removed, the formed angle partially recovers. The amount of springback depends on material strength, bend radius, die opening, forming method, and process consistency.
Bend Allowance and Functional Geometry
Bend allowance and K-factor determine the flat pattern length. If the neutral axis position does not match the actual material and tooling condition, flange length and hole location may shift after forming.
Holes, slots, and cutouts near the bend line should be reviewed carefully. Tensile and compressive strain around the bend can distort openings, create cracks, or change the final assembly position of the feature.
Production Control
Inspection should include bend angle, flange length, inside radius, flatness, hole position after bending, surface marks, cracks, coating damage, and assembly fit. For production parts, tooling wear, material lot variation, and operator sequence should be connected to quality feedback.
추가 정보
벤딩 프레스 금속 성형 요약
벤딩 프레스 금속 성형은 판재를 절곡해 구조 강성과 조립 기준을 만드는 공정입니다. K-factor, 스프링백, V-die 폭, 내측 R, 절곡 순서, 백게이지 기준이 최종 품질을 결정합니다.
핵심 포인트
- 스프링백은 소재 강도와 금형 조건에 따라 달라집니다.
- K-factor가 맞지 않으면 전개 치수와 플랜지 길이가 어긋날 수 있습니다.
- 홀과 슬롯은 절곡선과의 거리, 버 방향, 변형 가능성을 함께 봐야 합니다.
- 복수 절곡 부품은 절곡 순서와 백게이지 기준이 품질의 핵심입니다.
- 검사는 각도뿐 아니라 조립 간극과 기준면 밀착까지 포함해야 합니다.
FAQ
벤딩 프레스 금속 성형에서 스프링백은 왜 발생합니까?
소재가 굽힘 중 일부 탄성 변형을 유지하기 때문입니다. 하중이 제거되면 각도가 일부 되돌아가므로 소재와 금형 조건에 맞춘 보정이 필요합니다.
K-factor는 왜 중요합니까?
전개 치수와 플랜지 길이를 계산하는 기준이기 때문입니다. 실제 중립축 위치와 맞지 않으면 절곡 후 홀 위치와 외형 치수가 틀어질 수 있습니다.
절곡선 근처 홀은 문제가 될 수 있습니까?
그렇습니다. 굽힘 중 인장과 압축 변형으로 홀 타원화, 균열, 플랜지 비틀림이 생길 수 있어 위치와 거리 기준을 검토해야 합니다.
에어 벤딩과 코이닝은 어떻게 다릅니까?
에어 벤딩은 유연성이 높지만 스프링백 영향이 크고, 코이닝은 하중을 크게 주어 각도 반복성을 높일 수 있지만 금형과 소재 표면 부담이 커질 수 있습니다.
내부 링크
벤딩 프레스 금속 성형은 정밀프레스가공 부품과 연결됩니다. 판금 구조 설계는 NCT 정밀판금부품가공, 관련 기술 글은 인사이트에서 함께 확인할 수 있습니다.
관련 키워드
벤딩 프레스금속 성형절곡가공스프링백K-factor판금가공press brake bendingsheet metal formingspringbackbend allowanceV-dieflange accuracy